Etapa dos para ser profesional en galvanoplastia:Control de la distribución de espesores
- Gustavo Velez
- 20 abr
- 3 min de lectura
Actualizado: 6 may
En galvanoplastia, lograr un recubrimiento no es suficiente. Lograr el espesor correcto, en el lugar correcto y de forma repetible, es lo que diferencia a un proceso básico de un proceso verdaderamente profesional.
La distribución de espesores es uno de los retos más importantes del recubrimiento electrolítico y depende de una combinación compleja de química, electricidad, geometría y transporte de masa. Entender cómo se comporta en soluciones ácidas, alcalinas y cianuradas es un paso clave para avanzar en la madurez técnica del proceso.
¿Qué es la distribución de espesores?
La distribución de espesores describe cómo se reparte el metal depositado sobre toda la superficie de la pieza. En un escenario ideal, el espesor sería uniforme. Sin embargo, en la práctica, siempre existen variaciones asociadas a:
Geometría de la pieza
Distribución de densidad de corriente
Distancia y posición anódica
Naturaleza del electrolito

El objetivo del ingeniero de proceso no es eliminar estas variaciones (lo cual es imposible), sino controlarlas y mantenerlas dentro de límites funcionales.
Comportamiento según el tipo de electrolito
🔹 Soluciones ácidas
Los baños ácidos (como zinc ácido, níquel ácido o cobre ácido) se caracterizan por:
Alta conductividad eléctrica
Baja resistencia iónica
Alta densidad de corriente local
Esto provoca que el recubrimiento tienda a concentrarse en bordes, puntas y zonas cercanas al ánodo, generando:
Sobreespesor en zonas expuestas
Riesgo de quemado
Peor penetración en cavidades
Aunque permiten altas velocidades de deposición y excelente brillo, los sistemas ácidos requieren mayor control geométrico y uso de aditivos para uniformar el espesor.
🔹 Soluciones alcalinas
En los baños alcalinos, el metal se encuentra generalmente complejado. Esto introduce una serie de ventajas:
Mayor resistencia al paso de corriente
Menor tendencia a concentraciones extremas de densidad de corriente
Mejor poder de penetración
Como resultado, los procesos alcalinos suelen ofrecer mejor distribución de espesores en geometrías complejas, aunque a costa de:
Menor velocidad de deposición
Mayor sensibilidad a control químico
Espesores globales más lentos de construir
🔹 Soluciones cianuradas
Los sistemas cianurados representan el extremo del control electroquímico:
Fuerte complejación del metal
Muy alta resistencia iónica
Excelente capacidad de redistribución de corriente
Esto se traduce en una distribución de espesores superior, especialmente en piezas con cavidades profundas o geometrías desfavorables. Por esta razón, históricamente fueron referencia en calidad, aunque hoy su uso está limitado por consideraciones ambientales y de seguridad.
Factores clave que afectan la distribución de espesores
⚡ Densidad de corriente
La densidad de corriente es el principal determinante del espesor local:
A mayor densidad → mayor velocidad de deposición
Las zonas con menor resistencia eléctrica reciben más corriente
Controlar la densidad de corriente implica actuar sobre voltaje, geometría y conductividad del baño, no únicamente sobre el rectificador.
📏 Distancia anódica
La distancia entre ánodo y cátodo modifica el campo eléctrico:
Menor distancia → mayor concentración de corriente
Mayor distancia → distribución más suave, pero menor eficiencia
En muchos casos, ajustar la posición del ánodo es una de las herramientas más efectivas para mejorar la uniformidad.
🧪 Concentración del electrolito
La concentración del metal y de los componentes conductores afecta directamente:
La resistencia del baño
El gradiente de potencial
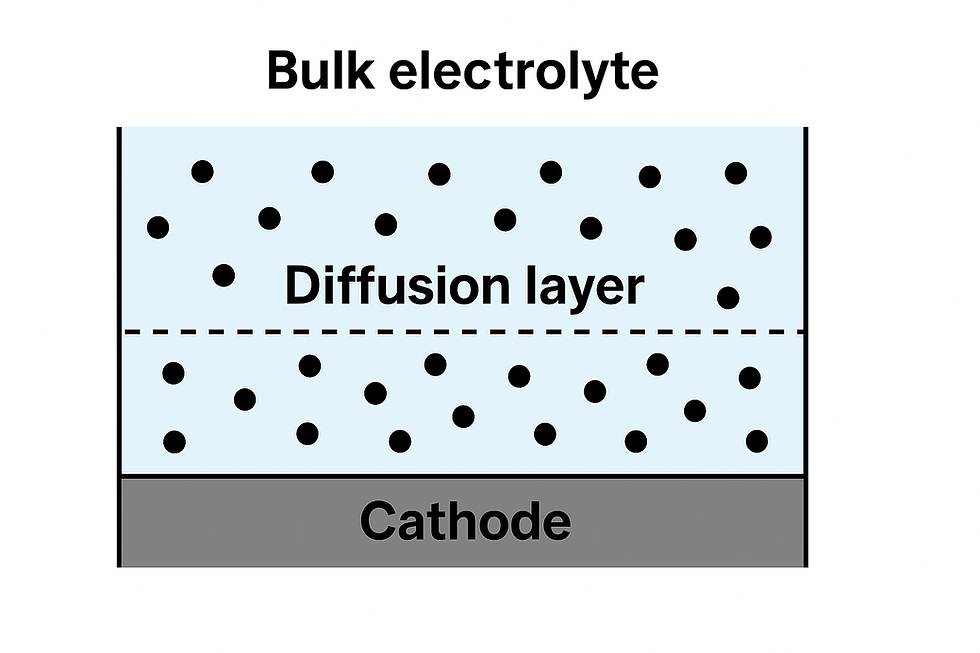
La estabilidad de la capa de difusión
Baños pobres en metal tienden a provocar variaciones más marcadas de espesor, especialmente en zonas de alta demanda de corriente.
Otros factores que influyen en la uniformidad
Además de los parámetros principales, existen otros elementos críticos:
Agitación: reduce el espesor de la capa de difusión y favorece un flujo uniforme de iones.
Temperatura: mejora la conductividad y la cinética de deposición.
Aditivos orgánicos: carriers y brighteners redistribuyen la corriente a nivel microscópico.
Uso de pantallas, escudos y ánodos auxiliares.
Diseño del bastidor o rack.
Un proceso profesional considera todos estos factores de forma integrada, no aislada.
¿Cómo hacer la distribución de espesores más uniforme?
Algunas estrategias clave incluyen:
Seleccionar el tipo de electrolito adecuado según la geometría de la pieza.
Optimizar la posición y forma de los ánodos.
Ajustar densidades de corriente operativas reales, no solo nominales.
Usar aditivos correctamente balanceados.
Diseñar el proceso pensando en la línea de campo eléctrico, no solo en la química.
La uniformidad no se “corrige” al final del proceso; se diseña desde el inicio.
Conclusión
El control de la distribución de espesores es una de las competencias centrales en la galvanoplastia avanzada. Comprender cómo se comporta en soluciones ácidas, alcalinas y cianuradas permite tomar decisiones técnicas sólidas, reducir reprocesos y elevar la calidad del producto final.
Dominar esta etapa marca la diferencia entre operar un baño y dominar un proceso. En la galvanoplastia profesional, el espesor no es casualidad: es resultado de ingeniería.
Además, es importante recordar que, en el contexto de la galvanoplastia, la calidad del recubrimiento no solo se mide por su apariencia, sino también por su funcionalidad y durabilidad. Por lo tanto, cada aspecto del proceso debe ser cuidadosamente considerado y optimizado para asegurar resultados consistentes y de alta calidad.
Comentarios